目次
工場へのミストシステム導入実績とその効果

. 工場におけるミストシステムの重要性
近年、多くの工場でミストシステムの導入が進んでいます。ミストシステムは、温度管理、湿度調整、静電気防止、粉塵抑制など、様々なメリットを提供し、工場内の作業環境を大幅に改善します。この記事では、具体的な導入実績とその効果について詳しく紹介します。
2. ミストシステムとは?
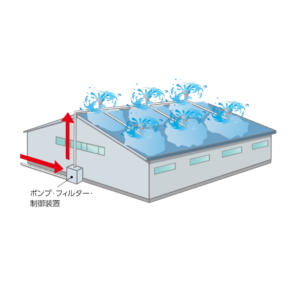
ミストシステムは、水を微細な霧状にして空間に噴霧するシステムです。これにより、空気中の温度を下げたり、湿度を調整したりすることができます。工場内での主な用途には、以下のようなものがあります。
- 温度管理: 作業環境を快適に保つための冷却効果。
- 湿度調整: 静電気防止や製品の品質維持。
- 粉塵抑制: 作業環境の改善と労働者の健康保護。
以上のように様々な目的に対応しております
3. 工場におけるミストシステムの導入実績
事例1: 部品製造工場
- 導入場所: 部品製造工場
- 導入の目的と効果:
- 目的: 工場内の温度管理を改善し、作業環境を快適にすることで作業効率を向上させる。
- 効果: 導入前後のデータでは、工場内の温度が平均で5℃下がり、作業者の生産性が向上しました。なにより作業者の高齢化も進み熱中症対策が心配で毎年の大きな課題でしたのでがミストシステムのおかげもあり例年より熱中症で倒れる作業員も激減しました(工場長様より)
- 導入場所: 食品加工工場
- 導入の目的と効果:
- 目的: 工場内の温度管理及び製品の温度管理を改善し、生産性効率を向上させる。
- 効果: 導入前後のデータでは、工場内の温度が平均で3℃下がりました。高温多湿でミストシステムは不向きと考えておりましたが、体感温度は確かに下がりスタッフからも好評です。(生産部長様より)
- 導入の目的と効果:
ミスト専門社ならではのご手案ができますので、お気軽にお問い合わせください。







コメント